Senior Week 24
Friday
On friday I was not in shop. I was at the regional science fair. We definitely didn’t win, but in my oppinion we had some of the best research there.
Monday
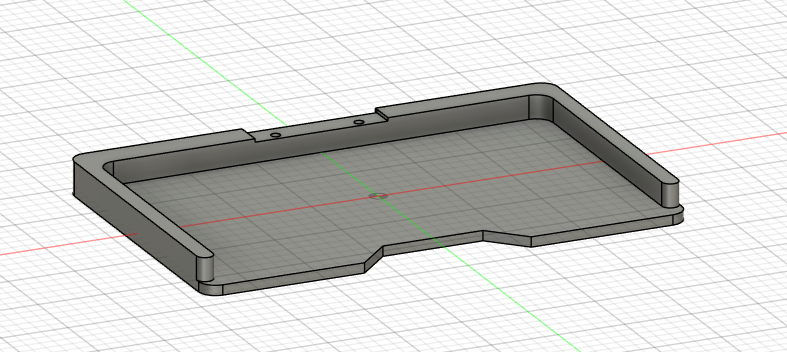
On Monday I decided to start a new project. A few of us watch the same machining guy in shop, Inheritance Machining. In one of his videos he makes a minimalist wallet. I really like the design so I decided to make one. Instead of using the manual mill like he does, I decided to do this with CNC. I bought and downloaded his plans and made a CAD model of the wallet. From here I was able to start on CAM
Tuesday
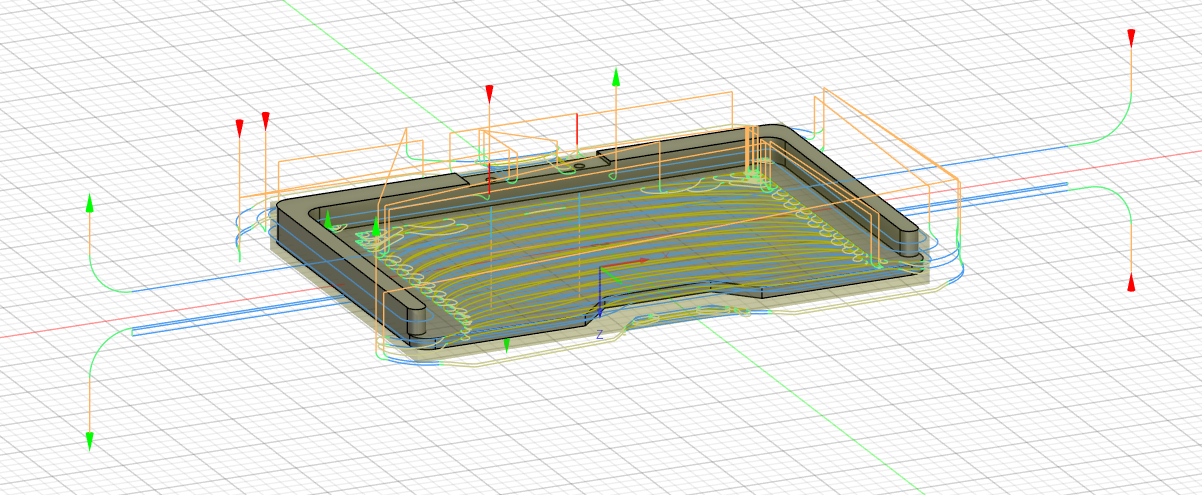
All of tuesday I was working on the cam file. Because the part is decorational for the most part, I wanted to make sure that all of the finishes on the part are nice and consistent. For this reason I did a roughing and finishing pass.
This is the most complex part that I have machined so far. It has lots of geometry on every side. This means that I have to flip it over and also use cnc for the back side. Now rezeroing the stock is difficult, so I decided to trim down the stock to its final dimensions. This means that I can indicate off of the stock that I held it by. This makes it significantly easier to indicate and reference the part for the second operation.
Wednesday
Wednesday was fixing a lot more CAM and buttoning it up, as well as a lot of machine setup. I machinined the stock to the right (more on that later) dimensions, as well as machining some softjaws. Our paralells are not tall enough to leave the desired amount of holding stock on the chucks. To solve this I just machined into the jaws. This made a horifying noise, but it did work. If I did this again, I would use a different endmill, because I used a bull nose endmill and the chamfers are difficult to work around.

Thursday
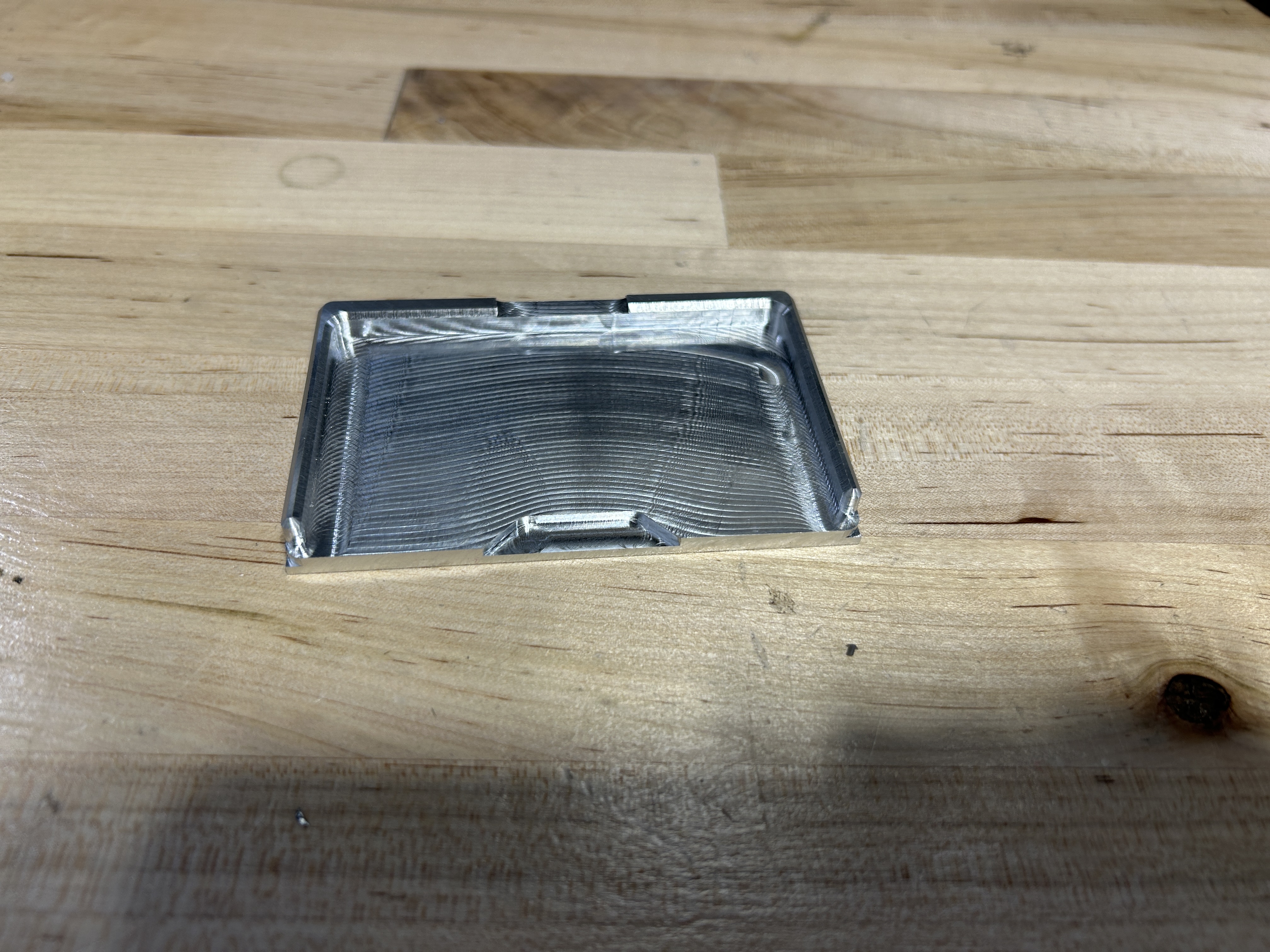
Thursday I had to make some slight adjustments because I made the stock the wrong dimensions. This shouldn’t affect anything but still a bit annoying. Then I ran the program. The roughing operation went really well. It was a brand new .5" endmill which cut really nicely and quite fast. The finishing and chamfer passes on the other hand Were apparently 25 thou too deep. So far, none of us can figure out why. This means that after the roughing pass the part or something shifted. It wasn’t the tool, because the offset was accurate to the thou. I think its still salvageable if I knock 25 thou off the top.